


 服務熱線:
服務熱線: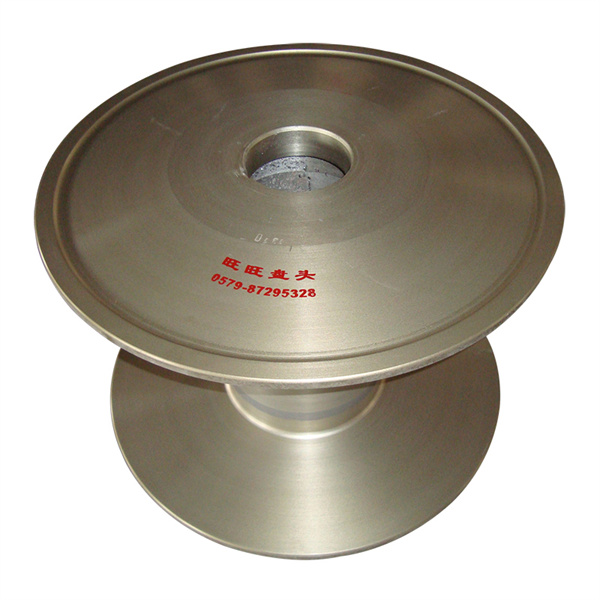
廠風機盤管生產加工:把鋁合金原材料加熱到700~720℃開展冶煉,把鋁合金熔液澆筑成鋁合金澆鑄,用壓擠的方式把鋁合金澆鑄生產加工成風機盤管;二、用氬弧焊機的方式把兩塊盤體電焊焊接在風機盤管的兩邊;三、把電焊焊接后的零件開展表面空氣氧化處置后就獲得盤頭。

廠開展隨意煅造解決和自由鍛解決,隨后開展熱處理,熱處理溫度為469-475度,隔熱保溫時間120-150分鐘,然后開展人工時效解決,人工時效的環境溫度為138-145度,隔熱保溫時間18-22鐘頭,最終用金屬材料鉆削機床加工進行;與此同時開展2風機盤管生產加工:把鋁合金原材料加熱到700-720度開展冶煉,把鋁合金熔液澆筑成鋁合金澆鑄,用擠出的辦法把鋁合金澆鑄生產加工成風機盤管。




